上海市锻造协会第七届三次会员大会纪要
桃花盛开春风送暖的3月28日,上海市锻造协会的120多名会员代表及来宾相聚于杭州市萧山曼格森酒店参加第七届三次会员大会。
在大会主席台上就座的有中国锻压协会韩木林副秘书长、杭州市萧山区经信局高志匡主任;上海市锻造协会理事长、上海重型机器厂有限公司王志刚副总经理;上海市锻造协会副理事长、上海新闵重型锻造有限公司王兴中总经理、上海市沪东锻造厂有限公司张杰总经理、上海申航锻造有限公司顾连君总经理、上海宝钢特钢有限公司材料部李传玉专员、上海保捷汽车零部件锻压有限公司魏康中总经理、上海交大中京锻压有限公司汪磊总经理、上海爱知锻造有限公司顾金达副总经理;上海市锻造协会舒行畅秘书长;浙江丰诚精锻科技有限公司蒋耀总经理。
大会在上午八点半准时开始,由舒行畅秘书长主持会议
韩木林副秘书长首先代表中国锻压协会对上海市锻造协会近年来的工作予以肯定;对上海市锻造协会给予中国锻压协会工作的支持表示感谢;对上海市锻造协会第七届三次会员大会的顺利召开进行祝贺。同时,韩木林副秘书长简单地通报了中国锻压协会2014年的一些工作计划。
会议主题由王志刚理事长从11个方面向全体会员汇报了上海市锻造协会2013年的工作,并从5个角度对2014年的工作进行了规划。
理事长还对当前行业的产能过剩、环境保护、成本提升等情况进行了阐述;对上海市锻造行业的优势、劣势进行了分析。他综合分析了当前市场情况,提出了锻造行业即将出现曙光的预测。
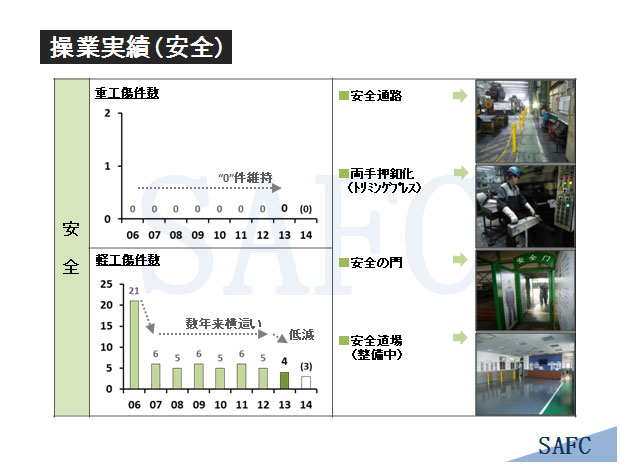
舒秘书长对理事长的讲话进行了补充:上海市锻造行业2013年生产和能源消耗的情况。自由锻件的产量2013年较2012年减少2.94%,自由锻企业员工2013年较2012年减少29.38%;模锻件产量2013年较2012年减少18.84%,模锻企业员工减少0.24%;自由锻件能源单耗2013年较2011年提高2.6%、模锻件能源单耗下降13.79%。由于锻件成本的上升、价格的下降,如果按产值计算自由锻件能源单耗上升96%、模锻件能源单耗上升5.26%。此外,舒秘书长还就上海市经信委关于“清洁能源替代”工作以及锻造企业新建、重建、扩建、搬迁必须进行评估等工作的规定与会员们进行了沟通。
大会进入了交流议程。
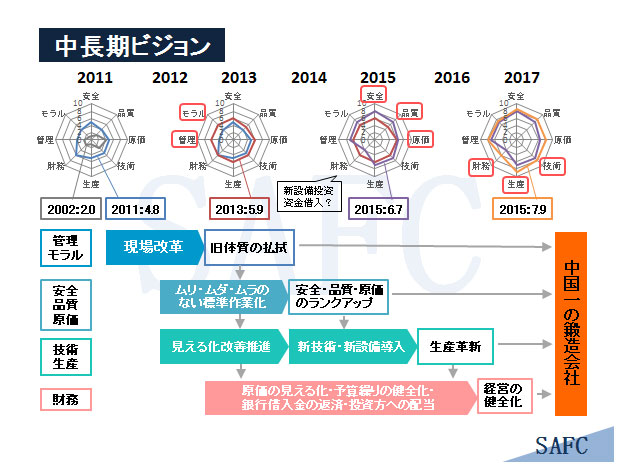
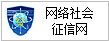
上海爱知锻造有限公司顾金达副总经理就该企业的“节能减排提高经济效益”方面工作及其取得的成效作了发言。
浙江丰诚精锻科技有限公司蒋耀总经理对“数控电动螺旋压力机及锻造自动化的应用”进行了详细的介绍。
浙江正达模具有限公司蔡乐飞经理交流了“模具新材料的应用”。
上海企荫信息技术有限公司高路董事长作了“应用信息技术帮助企业突破瓶颈”的宣讲。
上海衡耐模具材料有限公司韩菊副总经理畅谈如何对锻造企业服务,提供优质可靠的模具材料。
下午,会议代表应浙江丰诚精密锻造科技有限公司之邀,赴企业进行参观。
该公司的3条生产线正在生产精锻件;8台数控电动螺旋压力机正在安装或调试。有1条1000吨数控电动螺旋压力机自动生产线正在生产法兰轴。一段35CrMoA材料经中频加热后一会便成了经过正火的法兰轴锻件。生产状况引起参观者浓厚兴趣,给参观者留下了深刻的印象。
数控电动螺旋压力机及锻造自动化应用
尊敬的各位领导,各位来宾,同行的朋友们:
大家好!
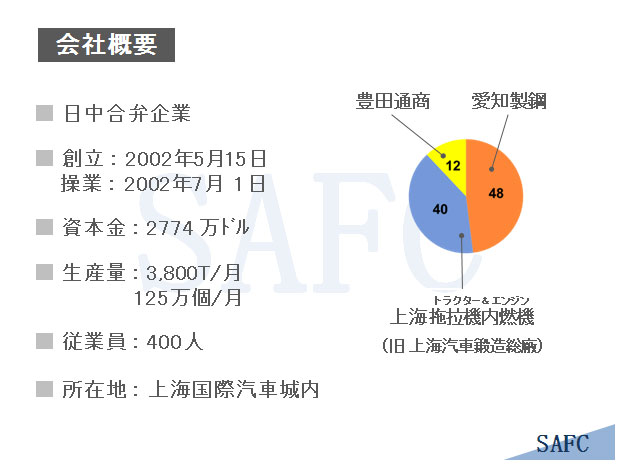
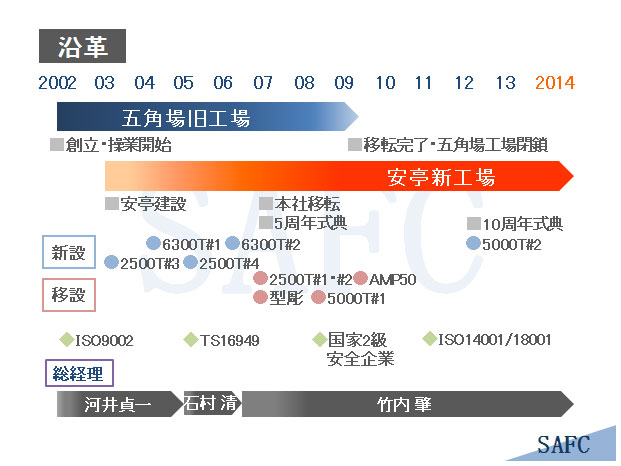
我来自伟晟控股浙江丰诚精锻科技有限公司,我叫蒋耀。在阳光明媚,春风拂面的美好三月,我谨代表伟晟控股公司欢迎各位来到美丽的天堂--杭州。
我们浙江丰诚公司目前主要从事三大块业务,第一块是批量生产各类数控电动螺旋压力机整机包括自动化锻造生产线;第二块是批量锻造各类轮毂轴承、节叉等汽车零部件;第三块是专业制作各类先进的冷、温、热锻模具、模架,为各锻造客户提供各类锻造工艺的整体解决方案。我们浙江丰诚不但能够提供各类优质的电动螺旋压力机整机设备,而且根据自身的锻造整体实力,能够为广大客户提供相应的锻造整体解决方案(包括模具、模架设计制作以及锻造工艺优化、自动化改善等),这也是我们浙江丰诚公司最大的特色。
我们丰诚公司不但拥有国内一流的电动螺旋压力机核心技术团队,也拥有国内领先的锻造技术团队(包括模具技术),雄厚的技术团队支撑了公司拥有整体解决方案全套服务能力,以达到为政府减缓“节能减排”重担,为客户满足“降本增效”目的。
今天我主要简单向大家讲解三方面的内容:
第一方面是关于浙江丰诚制造的数控电动螺旋压力机。
目前模锻行业中主流成型设备主要为电液锤、热模锻、双盘摩擦压力机和数控电动螺旋压力机。电液锤虽然击打速度快,成型率高,但是噪音、震动大、特别污染环境、价格昂贵;热模锻虽然击打速度快,但价格昂贵,且像打薄件容易闷车;而双盘摩擦压力机虽然价格便宜,但控制简单、浪费材料和能耗、污染环境、工人劳动强度大。目前锻造行业中双盘摩擦压力机比重最大(占50%以上),它已成为行业和政府的一颗毒瘤,与“节能减排”的政策背道而驰。
目前绝大多数锻造厂都面临两个大难题:第一是锻造工人难招、难管;第二是锻造利润空间越来越小,没有像六七年前办锻造厂那么赚钱了,锻造价格直线下滑,而成本居高不下,很多锻造厂都面临两难境地:是做还是不做。我们认为:要解决这两大难题其实也不难,关键是找准方向,立即行动,积极与“节能减排” “降本增效”政策结合起来,弃陈更新,将落后的双盘摩擦压力机淘汰掉,购置性价比更高、更节能、更实用的数控电动螺旋压力机,因为数控电动螺旋压力机是由PLC控制的,可与机器人等自动化机构配合使用,可实现无人、自动化锻造生产,解决锻工难招、难管问题;而且电动螺旋压力机打击力稳定,适合精密锻造,可节省原材料,而且电能消耗比同型号摩擦压力机要少25%以上,使得锻造成本能明显下降,从而解决锻造利润空间小的难题。
像我们丰诚公司研制的电动螺旋压力机,它的工作原理非常简单,仅仅是由电机经小齿轮、大齿轮、螺杆带动滑块运动,滑块上固定模具,在以电机为原始驱动力的作用下,击打加热的毛坯圆钢,使之成型为成品锻件!在这个过程中,两主电机驱动飞轮,经主螺杆带动工作滑块上下运动,输入启动信号后,电机由静止状态经小齿轮、大齿轮带动工作滑块加速下行,电机达到预先设置的打击能量要求的转速时,利用大齿轮储存的能量作功,使模锻工件成型。
大齿轮释放能量后,工作滑块在受力反弹的同时,电机也随之启动并带动大齿轮反转,使工作滑块迅速回到预先设定的行程位置后,电机进入制动状态。这个过程是一个很明显的节能的过程。由于回程时滑块受打击力的反作用力影响导致反弹,此时电机输出功率只需要10-20%即可使工作滑块迅速回到原位,因而回程损失很小。由于工作滑块回程时靠电机制动,机械制动器仅在滑块接近上止点时才工作,制动力矩很小,制动材料不易磨损,不需要经常更换。
电动螺旋压力机在各方面都有质的飞跃。击打能量与同吨位摩擦压力机一致,但是单次击打能量稳定,误差不超过百分之五,万能性大,结构简单,调整维护简便,滑块无下死点,便于模具设计,锻件精度高等特点。非常适用于标准化作业。同时价格方面,又远低于具有同样优点的热模锻锤,是热模锻行业设备改善选型的最佳选择。
我们浙江丰诚数控电动螺旋压力机设备制造技术吸取了德国、日本以及台湾的先进技术经验,主要产品型号为J58K-400C、J58K-630C、J58K-1000C、J58K-1600C、J58K-2500C、J58K-4000T、J58K-6300T等七大类,目前年产能力达到100台以上,产品覆盖区域主要为江苏、浙江、上海、四川、重庆、广州、河北、贵州、辽宁等地,特别值得一提的是我们浙江丰诚已成功成为中国第一航空贵州黎阳航空公司设备供应商,到目前已有一台1000T电动螺旋压力机交付使用,其用来精锻飞机叶片,技术质量相当稳定,中一航以前一直从国外采购德国万家登或苏勒的电动螺旋压力机来锻打飞机叶片,自从去年与我公司合作,便打破了先河,使得我们浙江丰诚成为中国国内唯一一家进入航空领域的电动螺旋压力机设备供应商,接下来我们将马上与西安航空、北京航空达成合作,今年将为其提供1600T和2500T电动螺旋压力机设备。
综合我们自身总结,以及客户反馈回来的市场信息,我们浙江丰诚的数控电动螺旋压力机主要性能特点体现在以下十大方面:
1、压力机主要部件性能可靠,像压力机主螺杆、轮毂、打滑下圈等核心部件从冶炼到锻造再到机加工均由我公司独立完成,材料源头品质控制在自己手里,这在压力机同行中,我们可属仅此一家,目前国内合金钢材料市场非常混乱,假如像主螺杆这些核心部件材料参假,给用户造成的损失可想而知,而我们浙江丰诚能够从压力机材料源头予以保证,这一点非常关键。
2、提高生产效率,相比摩擦压力机,可提高生产效率10%以上。
3、节约原材料,数控电动螺旋压力机由于打击精度高,比摩擦压力机生产的锻件一般要节约5%以上的原材料,如若实现封闭锻,则比摩擦压力机锻件要节约10%以上的原材料。
4、节约人工明显,数控电动螺旋压力机可实现1人作业,甚至无人作业(机器人作业),比摩擦压力机减少2-4名操作者。数控电动螺旋压力机的PLC均带有数据接口,可随时连接机器人及自动喷墨等自动化装置,具有自动化锻造功能,能很好的适应未来自动化无人锻造需求。(今天下午在我们公司你们就可以看到)
5、减少废品损失,数控电动螺旋压力机成形精度高,工件尺寸公差可控制在0.1mm以内,而摩擦压力机尺寸公差一般为1到3毫米,废品损失比摩擦压力机下降100%以上;6、降低模具费用,我们丰诚公司的数控电动螺旋压力机打击时拥有智能控制,不仅打击力可适时控制,而且滑块回程速度比摩擦压力机要快25%(摩擦压力机滑块回程时间一般为2到3秒),可减轻模具载荷,模具使用寿命比摩擦压力机提高20%以上;
7、节能环保,我们的电动螺旋压力机当滑块停止时,主电机同时停止运转,而摩擦压力机则是在持续运转,经我们实际测算可节约25%以上的电耗。像1000T电动螺旋压力机(额定功率为90KW×2)正常生产时平均用电为53度/小时,且每吨电耗在56度电,而同型号摩擦压力机(额定功率为95KW)正常生产时平均用电为78度/小时,且每吨电耗在85度电,即1000T电动螺旋压力机比摩擦压力机每吨电耗要节约29度电。像630T电动螺旋压力机(额定功率为55KW×2)正常生产时平均用电为42度/小时,且每吨电耗在44度电,而同型号摩擦压力机(额定功率为55KW)正常生产时平均用电为52度/小时,且每吨电耗在57度电,即630T电动螺旋压力机比摩擦压力机每吨电耗要节约13度电。同时在生产过程中噪音和震动非常小,630T到1600T的电动螺旋压力机正常工作时设备噪音一般在64-72分贝之间,噪音污染相对要轻,适用于居民区作业;
8、节约维修费用,平时比摩擦压力机故障率低,方便维护,可降低维修费用30%以上;
9、结构简单,打击力大,数控电动螺旋压力机采用双电机驱动的齿轮传动方式,传动效率高,打击力比同型号的摩擦压力机要大5%-10%;
10、可进行程序锻造,数控电动螺旋压力机主机能自动按预先设置的每工步打击能量运行,能方便调整行程高度,回程位置准确,不会冲顶,特别适合大锻件连击锻打和薄件锻打,同时对设备的影响最小。
以上阐述的特点以型号1000吨数控电动螺旋压力机和1000吨双盘摩擦压力机实际使用比较,以实际数据来进一步分析数控电动螺旋压力机的优越性。
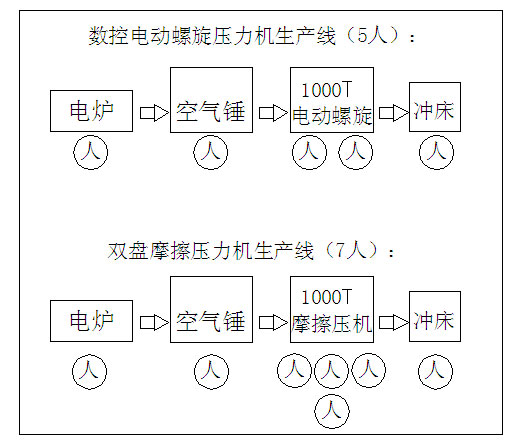
(一)、如下表(一)示,以锻造轮毂轴承生产线为例,仅以两类压力机本身分析,其他工艺及辅助设备都不变,设备布局图如下:
1000T数控电动螺旋压力机比双盘摩擦压力机优越性体现(表一)
| 项 目 |
电动螺旋压力机 (1000T) |
双盘摩擦压力机 (1000T) |
比 较 |
备注 |
| 增效 |
全年满负荷生产效率 |
2240件/班次×3.5公斤/件×2班次/天×26天/月×11个月/年=4485吨 |
2100件/班次×3.5公斤/件×2班次/天×26天/月×10.5个月/年=4013吨 |
全年增加产量4485-4013=472吨 |
生产效率提高10%以上 |
| 小计 |
|
|
|
全年新增产值 260万元,产生效益约20万元 |
|
| 降 本 |
设备折旧 |
130万元/台×0.9÷10年=11.7万元/年 |
85万元/台×0.9÷10年=7.7万元/年 |
全年增加设备折旧费11.7-7.7=4万元 |
|
| 节约电能消耗 |
110KW实际输出功率×8小时/班×2班/天×26天/月×11个月/年×0.45电机开机率=226512度电 |
67KW实际输出功率×8小时/班×2班/天×26天/月×11个月/年×1电机开机率=306592度电 |
全年节约电能306592-226512=80080度电,折合7万元 |
节约电耗26%以上 |
| 节约原材料(以下料3.5公斤锻件为例) |
同样锻造工艺比摩擦压力机至少节约0.09Kg/件下料,0.09公斤/件×2240件/班×2班/天×26天/月×11个月/年=115吨 |
0 |
全年节约原材料115吨,折合节约115×(原材料价格4100元/吨-废钢价格2200元/吨)=22万元 |
|
| 减少废品损失 |
4/1000×2240件/班×2班/天×26天/月×11个月/年×3.5公斤/件×(4.1-2.2)元/公斤=34082元/年 |
20/1000×2240件/班×2班/天×26天/月×11个月/年×3.5公斤/件×(4.1-2.2)元/公斤=170410元/年 |
全年减少废品损失170410-34082=14万元 |
|
| 节约生产人工 |
5人/班×2班/天×人工70000元/年=700000元/年 |
7人/班×2班/天×70000元/年=980000元/年 |
全年节约工人工资980000元-700000元=28万元 |
人员精简3人/班 |
| 节约模具费用 |
2240件/班×2班/天×26天/月×11月/年÷(3000件/修模次×5次/付)=86付 |
2240件/班×2班/天×26天/月×11月/年÷(2500件/修模次×5次/付)=103付 |
全年节约模具费用6500元/付×(103-86)付=11万元 |
模具使用寿命增长20% |
| 节约维修费用 |
2400元/月×12个月/年=28800元/年 |
4100元/月×12个月/年=49200元/年 |
全年节约维修费用49200元-28800元=2万元 |
摩擦压力机每年至少要多花半个月时间维修 |
| 小计 |
|
|
|
全年节省约:7-4+22+14+28+11+2=80万元 |
|
| 总计 |
|
|
|
全年产生效益:20+80=100万元 |
|